背景
为了提高EV(新能源汽车)的电力传送效率和快速充电,EV线束的粗经化和EV电池的大容量化已成为主流。
此外,集电器的层数也在增加。为了实现高品质的焊接,需要最适合的焊接设备。
此外,集电器的层数也在增加。为了实现高品质的焊接,需要最适合的焊接设备。
问题点
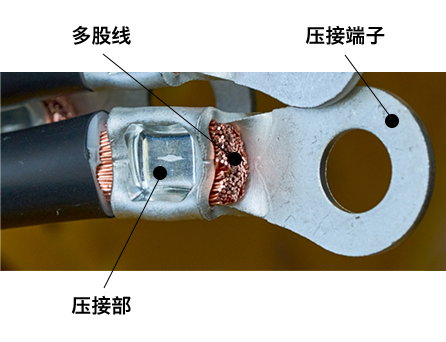
有关粗线束和端子的压接工艺
1.耐振动性
粗线和端子的压接工艺是当受到冲击时多股线是否脱落,
担忧耐振动性。
2.快速充电时过剩发热
此方法是由于焊接端子电阻值偏高,大电流快速充电时可能造成过剩发热。
1.耐振动性
粗线和端子的压接工艺是当受到冲击时多股线是否脱落,
担忧耐振动性。
2.快速充电时过剩发热
此方法是由于焊接端子电阻值偏高,大电流快速充电时可能造成过剩发热。
解决方法
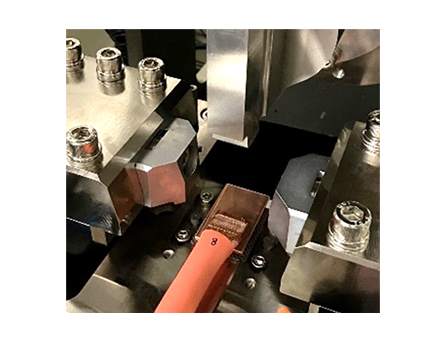
专用固定治具
实现10000W的高输出功率和独自频率控制的超声波金属焊接设备SE-10K
1.金属原子间扩散接合的焊接原理:
SE-10K设备利用金属原子间的扩散接合,实现高强度(耐振动性)・低电阻的焊接。
2.高输出快速焊接:
最高10000W的输出功率,可以在短时间内焊接120SQ的粗线。
3.稳定的超声波发振:
可以在高负荷状态下实现稳定的超声波发振,实现高品质均一化的焊接。
4.防止多股线的焊接缺陷的专用固定治具:
利用专用的固定治具,抑制多股线的分散,防止焊接缺陷。
1.金属原子间扩散接合的焊接原理:
SE-10K设备利用金属原子间的扩散接合,实现高强度(耐振动性)・低电阻的焊接。
2.高输出快速焊接:
最高10000W的输出功率,可以在短时间内焊接120SQ的粗线。
3.稳定的超声波发振:
可以在高负荷状态下实现稳定的超声波发振,实现高品质均一化的焊接。
4.防止多股线的焊接缺陷的专用固定治具:
利用专用的固定治具,抑制多股线的分散,防止焊接缺陷。
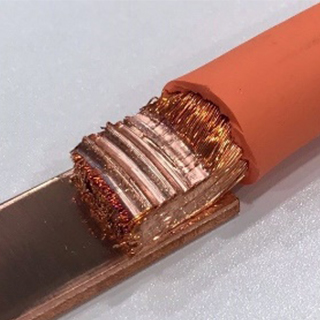
事例
-
 产品:EV
产品:EV
材料:铜线束×铜端子 -
 产品:EV
产品:EV
材料:铝线束×镀镍铜端子