
电磁线
用于电机线圈等应用的电磁线,为了绝缘而被包覆。
U型端子是指在不使用溶剂等事先去除电磁线的皮膜的情况下,采用电阻焊接的方式,将端子和连接的热压接(扩散接合)工艺。
本文章将阐述U型端子的优势、连接原理以及U型端子用电阻焊接机所需的功能。
U型端子是指在不使用溶剂等事先去除电磁线的皮膜的情况下,采用电阻焊接的方式,将端子和连接的热压接(扩散接合)工艺。
本文章将阐述U型端子的优势、连接原理以及U型端子用电阻焊接机所需的功能。
电磁线和端子的焊接課題
用于电机线圈等的电磁线(绕组线)通常被搪瓷等薄膜覆盖,以实现绝缘。
以往,剥离膜材料后,将其放入端子中固定,或通过焊锡进行焊接。
以往,剥离膜材料后,将其放入端子中固定,或通过焊锡进行焊接。
使用剥离剂进行化学剥离的情况
・由于毛细管现象,剥离剂会渗透到绕线内部,导致电机故障。
・药品的保存和处理管理非常严格。
・药品的保存和处理管理非常严格。
焊锡焊接的情况
・在耐热指标较高的皮膜情况下,铜会被消耗,焊锡槽的使用寿命将会减少。
解决该课题的方法是U型端子。
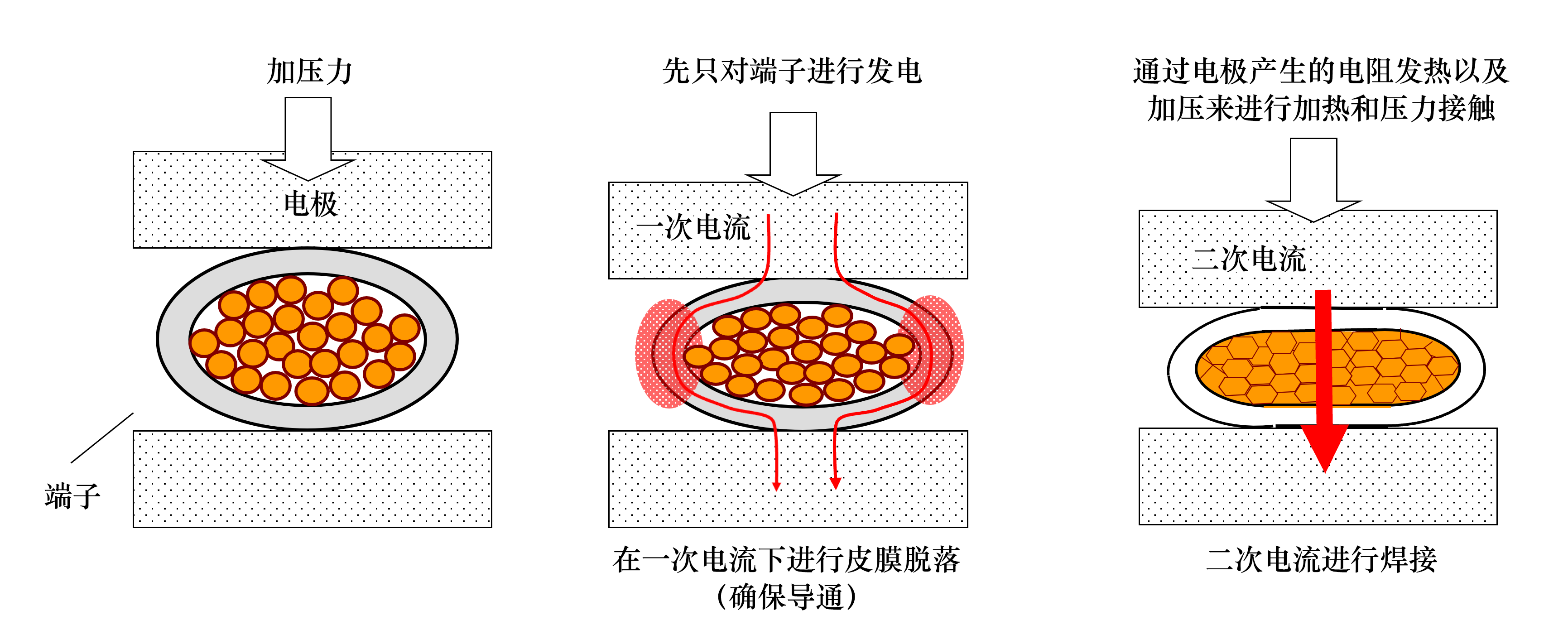
U型端子是通过电阻焊接机通电和施加压力,同时进行电磁线与端子的焊接以及去除电磁线膜的工艺。
U型端子的优点
U型端子在引进机器时需要投入成本,但根据事先确定的加压、通电、下沉量等焊接参数,焊接设备会自动执行,因此操作非常简便,具有降低工程量和减少故障等优点。
U型端子的焊接原理
先只对端子进行发电时,皮膜才会开始剥离。通过电极产生的电阻发热以及加压来进行加热和压力接触。
U型端子用电阻焊接机所需的功能
对U型端子电阻焊接电源及焊接头所需的功能进行了总结,如下所示。

●焊接电源所需的功能
・长时间放电(200ms以上,或者10周期以上的设定)
・上升坡度设置
・多段通电(2段以上)
・多参数(31以上的参数)
・长时间放电(200ms以上,或者10周期以上的设定)
・上升坡度设置
・多段通电(2段以上)
・多参数(31以上的参数)
●焊头(加圧装置)所需的功能
・稳定的加压
・冷却机构
・使用压力传感器进行压力监测
・使用位移传感器进行尺寸监测
・适用于U型端子的焊接电源 NRW-IN400PA
・稳定的加压
・冷却机构
・使用压力传感器进行压力监测
・使用位移传感器进行尺寸监测
高频电阻焊接电源+焊接变压器
・3段通电功能
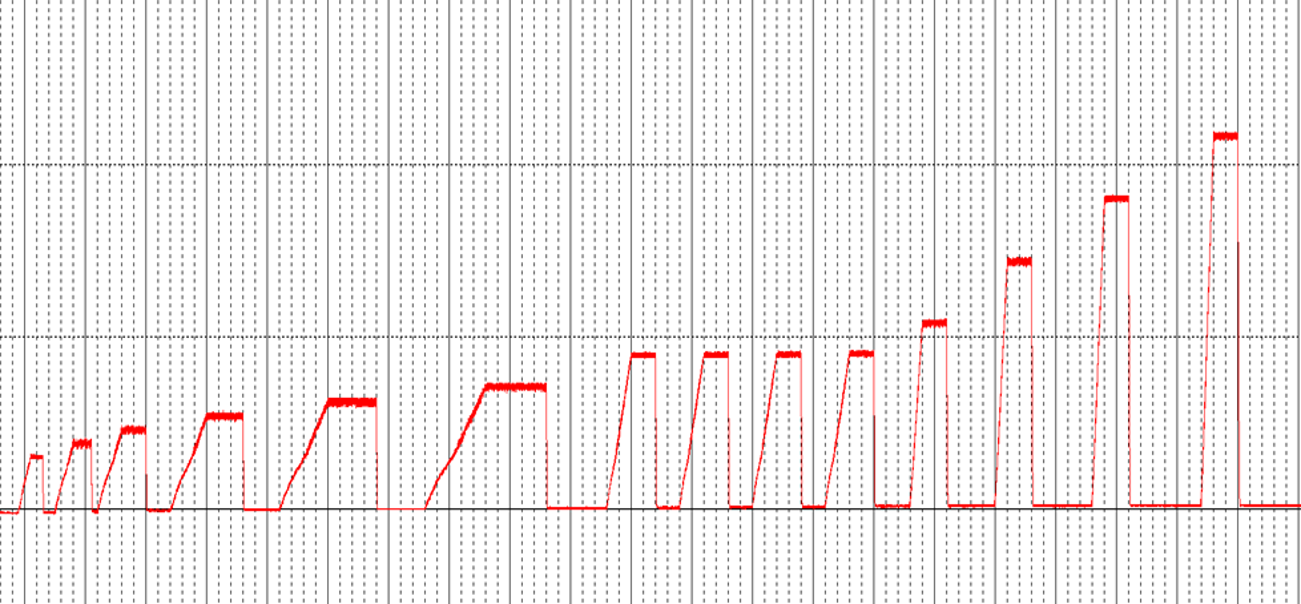
・自由式配置文件功能(任意波形功能)
通常的放电时间和输出设定的脉动功能的改进版本,自由模式能够在多达127个步长内自由组合“上升”、“焊接”、“下降”和“冷却”,从而实现多斜率电流、多级电流和任意波形脉动。 即使在端子与线圈之间热平衡不佳的情况下(例如,线圈较粗而端子较细),也可以设定最佳加热量,以防止端子熔化。波形例
・自由式配置文件功能(任意波形功能)
通常的放电时间和输出设定的脉动功能的改进版本,自由模式能够在多达127个步长内自由组合“上升”、“焊接”、“下降”和“冷却”,从而实现多斜率电流、多级电流和任意波形脉动。 即使在端子与线圈之间热平衡不佳的情况下(例如,线圈较粗而端子较细),也可以设定最佳加热量,以防止端子熔化。波形例
42个步长通电