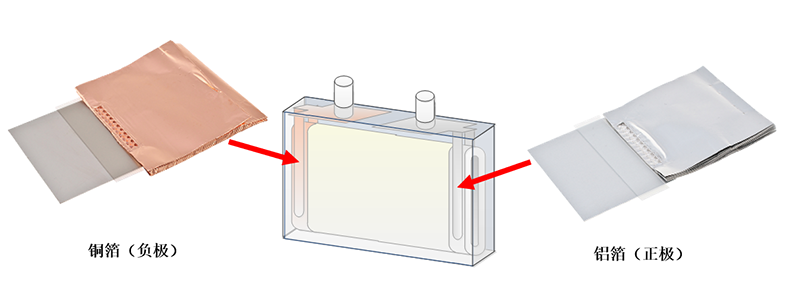
锂电池(LIB)的集电体(金属箔)与连接片的焊接也有使用电阻焊接和激光焊接工艺,但是最一般的是超声波金属焊接。
超声波焊接集电体的课题之一是压力造成的金属箔的损伤。
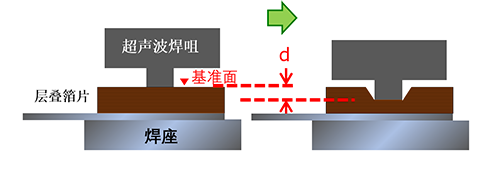
解决金属箔的损伤,推荐使用Nippon Avionics的超声波金属焊接机SW-3500-20。
利用控制焊咀高度的位移控制功能,提高产品的合格率。
超声波焊接集电体的课题之一是压力造成的金属箔的损伤。
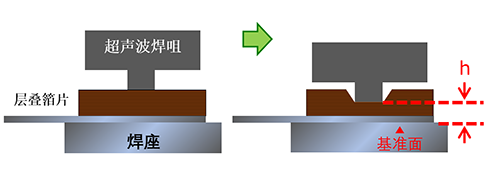
解决金属箔的损伤,推荐使用Nippon Avionics的超声波金属焊接机SW-3500-20。
利用控制焊咀高度的位移控制功能,提高产品的合格率。