超声波树脂焊接原理
首页
焊接原理的介绍
超声波树脂焊接原理
超声波树脂加工事例
超声波焊接机的基本构造与用途
Avio超声波振荡器的特长
凸起形状与焊咀的螺纹加工
焊咀的螺纹加工
关联产品
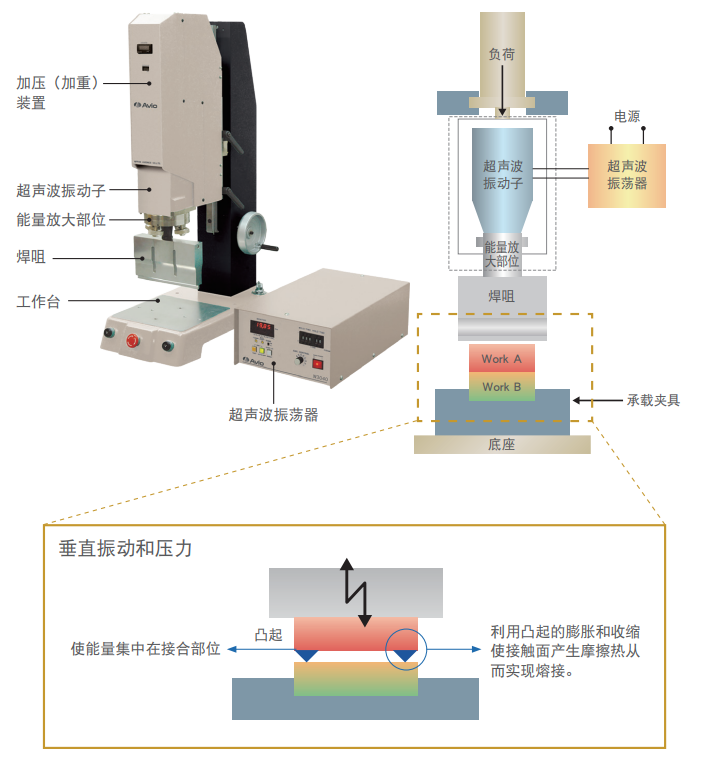
超声波焊接是将塑料树脂(热塑性树脂)施加压力的同时,施加超声波振动将接合部进行熔化并焊接的加工方法。
超声波发振机与焊机主机(冲压机构)构成。
超声波焊接的特长是可以在1秒左右的短时间内进行焊接,局部焊接热损伤小,不使用粘合剂或溶剂实现气密焊接的多种优势。
超声波树脂加工事例
超声波焊接机的基本构造与用途
超声波振荡器:将商用电源的频率50/60Hz变换为超声波领域使用的高频。
振动子+能量放大部位:将电能频率变换为机械频率和振幅。
焊咀:与振动子一起共振,对被接合物施加压力和振动。
承载夹具:固定被接合物的位置,使振动能量不偏移。
凸起:使结合部位的能量集中
Avio超声波振荡器的特长
发振控制方式是我公司独有的频率自动跟踪、自动调谐方法
特点1
高负荷状态下也可以高速平稳的启动
特点2
频率的快速和大范围自动跟踪
特点3
在压力范围大的区域内保持稳定的振幅(定振幅)
特点4
对应温度、负荷范围广,实现稳定的焊接品质
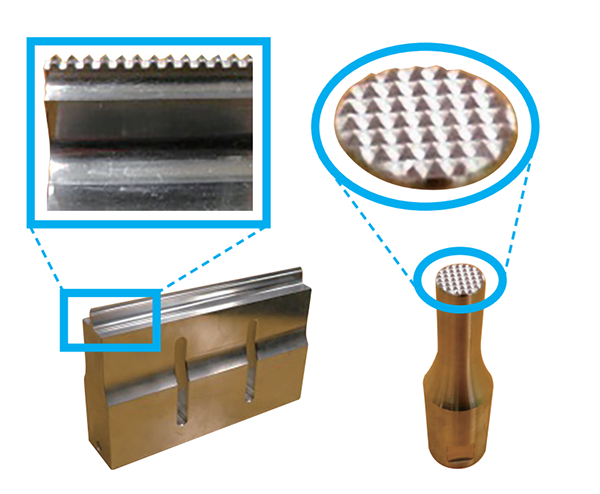
凸起形状与焊咀的螺纹加工
为了能让焊接界面更有效率的产生摩擦热,通常都会在工件上设计凸起。
如果无法设计凸起,需要在焊咀和砧座上加工螺纹。
焊咀的螺纹加工
为了能得到满足要求的焊接强度和成品的形状,我们会提供各种形状的螺纹。
关联产品
超声波机器