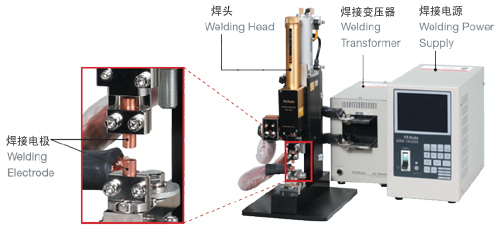
电阻焊接机就是将金属和金属焊接在一起。由挟住金属并施加压力的焊头和输出电流的焊接电源构成。
电阻是和行进方向相反的阻力,类似于刹车时由摩擦引起的发热现象。同样电流在两个金属中流动时,金属自身的电阻和接触部的电阻会产生发热现象。电阻焊接就是利用这种焦耳热和压力将金属之间焊接在一起。
电阻是和行进方向相反的阻力,类似于刹车时由摩擦引起的发热现象。同样电流在两个金属中流动时,金属自身的电阻和接触部的电阻会产生发热现象。电阻焊接就是利用这种焦耳热和压力将金属之间焊接在一起。
其他有多种测量电流和压力的监测仪。
本表格只是参考基准不保证焊接的绝对性。请协商进行样品试验。
电极材料的RWMA为Resistance Welding Manufacturing Alliance的规格。
| A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | ||
| W Mo | Ni alloy | Ni | SUS | Fe (Ni) | Fe (Zn) | Fe (Sn) | Fe | PB | Cu- Zn- Ni | Cu- Ni | Bs | Cu | Al alloy | Al | Ti | ||
| 1 | 钛 Titanium |
P1 | |||||||||||||||
| 2 | 铝 Aluminium |
B2 | C2 | D2 | E2 | F2 | G2 | H2 | I2 | L2 | M2 | N2 | O2 | ||||
| 3 | 铝合金 (ex. Duralumin) |
B3 | C3 | D3 | E3 | F3 | G3 | H3 | I3 | L3 | M3 | N3 | |||||
| 4 | 铜 Copper |
A4 | B4 | C4 | D4 | E4 | F4 | G4 | H4 | I4 | J4 | K4 | L4 | M4 | |||
| 5 | 黄铜 Brass |
B5 | C5 | D5 | E5 | F5 | G5 | H5 | I6 | J5 | K5 | L5 | |||||
| 6 | 铜镍合金 Cupronickel |
B6 | C6 | D6 | E6 | F6 | G6 | H6 | I6 | J6 | K6 | ||||||
| 7 | 镍银 German Silver |
B7 | C7 | D7 | E7 | F7 | G7 | H7 | I7 | J7 | |||||||
| 8 | 磷青铜 Phospher Bronze |
B8 | C8 | D8 | E8 | F8 | G8 | H8 | I8 | ||||||||
| 9 | 低碳钢 Steel |
A9 | B9 | C9 | D9 | E9 | F9 | G9 | H9 | ||||||||
| 10 | 低碳钢 (Sn plating) |
A10 | B10 | C10 | D10 | E10 | F10 | G10 | |||||||||
| 11 | 低碳钢 (Zn Plating) |
A11 | B11 | C11 | D11 | E11 | F11 | ||||||||||
| 12 | 低碳钢 (Ni Plating) |
A12 | B12 | C12 | D12 | E12 | |||||||||||
| 13 | 不锈钢 (Stainless Steel) |
A13 | B13 | C13 | D13 | ||||||||||||
| 14 | 镍 Nickel |
A14 | B14 | C14 | |||||||||||||
| 15 | 镍合金 (ex.Monel Metal) |
A15 | B15 | ||||||||||||||
| 16 | 钼 钨 Molybdenum Tungsten |
A16 |